Noś prawo butów do biegania
Podczas normalnej pracy sworzeń gąsienicy obraca się powoli do tyłu w otworze na sworzeń, oba zużywają się równomiernie, otwór na sworzeń stopniowo się powiększa, a sworzeń stopniowo staje się cieńszy.Jeśli operacja jest niewłaściwa, na przykład podczas skręcania z dużą prędkością, gwałtownego ruszania lub wchodzenia do błotnistej wody, chwastów itp. w celu zablokowania sworzni, spowoduje to nadmierne obciążenie i zwisanie lewej i prawej strony gąsienic, a kołki zostaną zdeformowane i wygięte.Obrót, kołek i otwór kołka stają się tarciem ślizgowym, a część cierna jest ograniczona do niewielkiej części powierzchni styku, kołek jest stopniowo szlifowany w kształt korby, a otwór kołka również staje się elipsą.

Zwiększenie otworu na sworzeń powoduje również wydłużenie rozstawu gąsienic (rozstaw to odległość między środkami otworów na obu końcach nakładki gąsienicy), więc nakładka gąsienicy i koło napędowe ocierają się o siebie, nakładka gąsienicy jest zużyta , a zęby koła napędowego mają kształt ostrza.Zgodnie z pomiarem, przy zmianie podziałki ze 174 mm na 184 mm szerokość rozwarcia zębów koła napędowego zmienia się z 87 mm na 97 mm, a normalne zazębienie toczne jest w tym czasie całkowicie zniszczone.
Ponieważ rozstaw gąsienic jest wydłużony, powoduje to również podskakiwanie rolek podczas chodzenia, co przyspiesza zużycie bieżni gąsienicy.Gdy osiadanie drogi startowej jest większe niż 4 mm, należy ją naprawić.
Zużycie części prowadzącej gąsienicy jest spowodowane głównie odchyleniem gąsienicy, poważnym odkształceniem gąsienicy oraz nadmiernym osiowym drganiem rolki i koła prowadzącego.
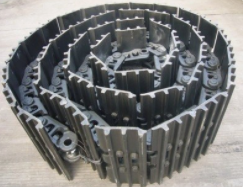
Zwykłe złomowane gąsienice są mocno zużyte lub przetarte przez część zazębiającą się z kołem napędowym.
Naprawa butów gąsienicowych
Zużycie buta gąsienicy składa się głównie z dwóch części: powierzchni bieżni i otworu na sworzeń gąsienicy.Naprawa jest bardzo prosta.Po zużyciu bieżni rowek zapada się, a gdy głębokość nie przekracza 2 ~ 3 mm, można go bezpośrednio napawać i naprawiać.Gdy zużycie jest głębokie, stalowe pręty o różnych rozmiarach można wypełnić w rowkach zgodnie z określonymi warunkami, a następnie spawać ze wszystkich stron.Otwór na szpilkę powinien zostać przywrócony do pierwotnego rozmiaru i centralnej pozycji oryginalnego otworu po szlifowaniu.W tym celu wytnij wytarty otwór na szpilkę, włóż sztyft o standardowym rozmiarze, następnie podgrzej go do ok. 800℃, a następnie zawiń brzeg ucha.Dodaj półokrągłą żelazną płytkę na zewnątrz nacięcia i zespawaj ją mocno za pomocą spawania elektrycznego.Naprawione w ten sposób gąsienice wytrzymują ponad 100 zmian.

Zastąp stal gąsienicami
Gąsienice pojazdów gąsienicowych są na ogół wykonane ze stali o wysokiej zawartości manganu, która ma prawie stuletnią historię użytkowania.Wynika to z faktu, że stal wysokomanganowa ma wybitną cechę, to znaczy ulega utwardzeniu udarowemu pod działaniem obciążenia udarowego, dzięki czemu tworzy warstwę powierzchniową, która jest zarówno twarda, jak i odporna na zużycie, przy jednoczesnym zachowaniu ciągliwości i plastyczności wewnętrznej warstwa.Jednak stal o wysokiej zawartości manganu jest używana jako stopa gąsienicowa, która często ulega przedwczesnemu uszkodzeniu z powodu pęknięć, odwróconych zębów i ugięcia podczas użytkowania oraz ma niską żywotność.W celu przezwyciężenia tego mankamentu opracowano niskostopową stal wysokowytrzymałą 30SiMnMoV(Ti), która bazuje na krajowych zasobach i jest łatwa w produkcji.Z powodzeniem zastępuje stal wysokomanganową do produkcji gąsienic.
metody przetwarzania
Technologia przetwarzania buta gąsienicy profilu to ogólnie: zastosowanie cięcia profilu, wiercenia (wykrawania), obróbki cieplnej, prostowania, malowania i innych procesów;tor spychacza jest wzmocniony pojedynczo, a ogólny kolor farby jest żółty;Jest trójżebrowy, a kolor lakieru jest czarny.Materiał zakupiony do profilu to na ogół 25MnB, a końcowa twardość obróbki cieplnej materiału to HB364 ~ 444.
Czas postu: 26-08-2022



